Conquest, Innovation and Industrial Robustness
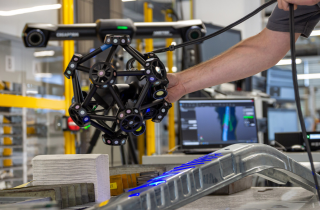
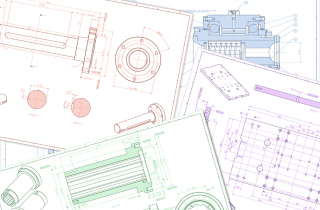
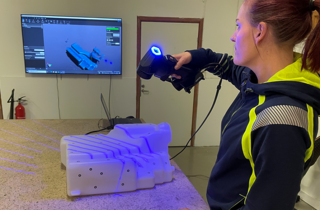
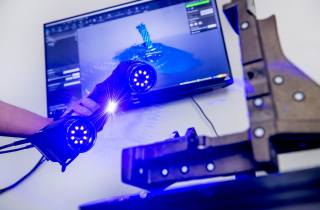
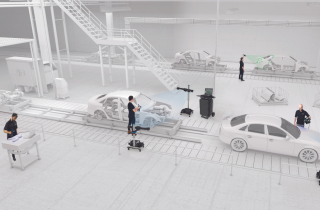
There are industries and manufacturing processes that, even though they rely on technology, innovation and progress, have one foot in the past and one foot in the future. It’s namely the case of infrastructure companies such as water conveyance systems manufacturers.
See the article